Intro
Learn to calculate Cpk in Excel with ease. Discover process capability metrics, Cp, Cpk, and Pp, to assess manufacturing quality and reliability, using statistical formulas and Excel templates.
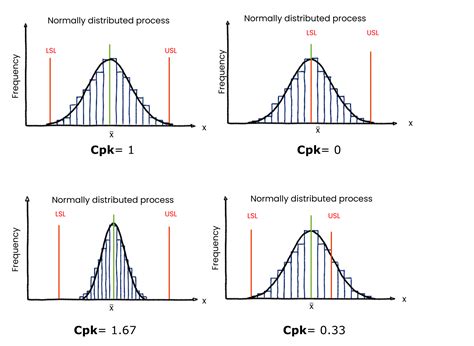
Calculating Cpk in Excel is a straightforward process that can be accomplished using a few simple formulas. Cpk, or the Capability Index, is a statistical measure used to determine the ability of a process to produce output within specified limits. It's an important metric in quality control and Six Sigma methodologies. To calculate Cpk, you need to know the mean (average) of your process data, the upper and lower specification limits (USL and LSL), and the standard deviation of the process.
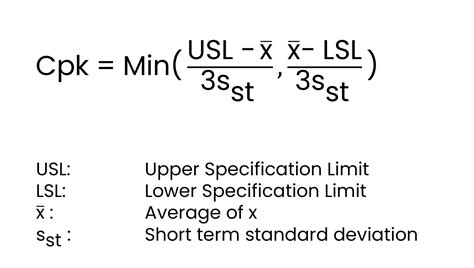
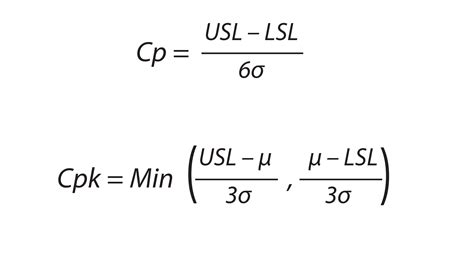
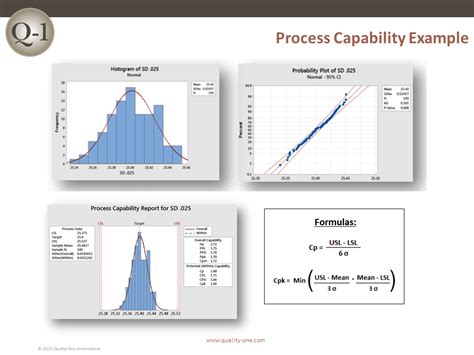
The formula for Cpk is given by: [ Cpk = \min\left( \frac{USL - \mu}{3\sigma}, \frac{\mu - LSL}{3\sigma} \right) ] where:
- ( \mu ) is the mean of the process,
- ( \sigma ) is the standard deviation of the process,
- ( USL ) is the upper specification limit,
- ( LSL ) is the lower specification limit.
Here’s how you can calculate Cpk in Excel:
Step 1: Calculate the Mean (( \mu ))
- Enter your data into a column in Excel.
- Use the formula
=AVERAGE(range)whererangeis the range of cells containing your data.
Step 2: Calculate the Standard Deviation (( \sigma ))
- For sample standard deviation, use
=STDEV.S(range). - For population standard deviation, use
=STDEV.P(range).
Step 3: Calculate Cpk
- Assume your USL is in cell A1, LSL in cell A2, mean in cell A3, and standard deviation in cell A4.
- Use the formula: [ =\min\left( \frac{A1 - A3}{3A4}, \frac{A3 - A2}{3A4} \right) ] This formula calculates Cpk directly.
Practical Example
Let's say you have a set of measurements for the diameter of a part, and your data looks like this:
| Measurement |
|---|
| 10.2 |
| 10.5 |
| 10.1 |
| 10.3 |
| 10.4 |
Your USL is 10.6, and your LSL is 10.0.
-
Calculate the Mean:
- Enter the data in cells B1:B5.
- In cell B6, enter
=AVERAGE(B1:B5).
-
Calculate the Standard Deviation:
- In cell B7, enter
=STDEV.S(B1:B5)for sample standard deviation.
- In cell B7, enter
-
Enter USL and LSL:
- Enter USL in cell A1 as 10.6.
- Enter LSL in cell A2 as 10.0.
-
Calculate Cpk:
- With mean in B6 and standard deviation in B7, use the formula: [ =\min\left( \frac{A1 - B6}{3B7}, \frac{B6 - A2}{3B7} \right) ]
This will give you the Cpk value for your process.
Embedding Images
Benefits of Cpk
- Process Capability: Cpk gives you an idea of how capable your process is of producing output within the desired limits.
- Quality Control: It helps in identifying areas where the process might be improved to increase its capability.
- Decision Making: Cpk values can be used to make informed decisions about whether a process is in control and capable of meeting customer requirements.
Steps for Improvement
If your Cpk is low, indicating that your process is not very capable, you can take several steps to improve it:
- Reduce Variability: Focus on reducing the standard deviation of your process.
- Center the Process: Adjust the mean of your process to be closer to the midpoint between the USL and LSL.
- Adjust Limits: If possible, consider adjusting the specification limits to better match the capability of your process.
Gallery of Cpk Calculation Examples
Cpk Calculation Examples

FAQs
What does Cpk measure?
+Cpk measures the capability of a process to produce output within specified limits, taking into account both the mean and the variability of the process.
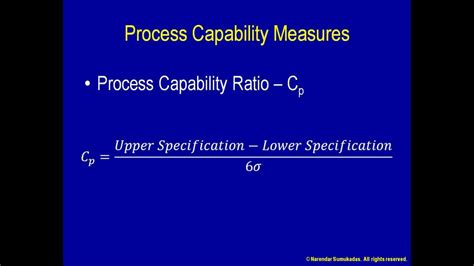
How is Cpk different from Cp?
+Cpk is different from Cp in that it considers the centering of the process. Cp only looks at the spread of the data relative to the specification limits, without considering if the process is centered between those limits.
What is a good Cpk value?
+A Cpk value of 1.33 or greater is generally considered good, indicating that the process is capable of producing output within the specified limits with minimal variation.
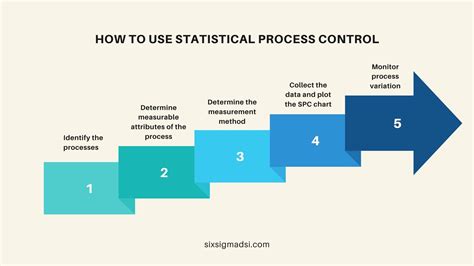
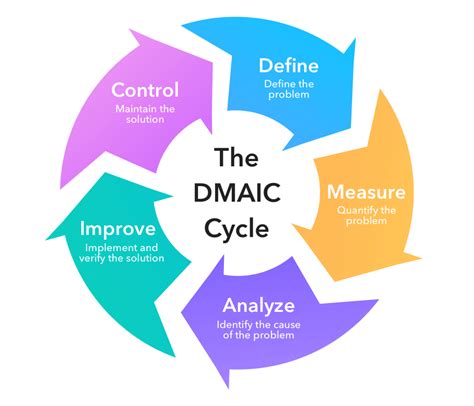
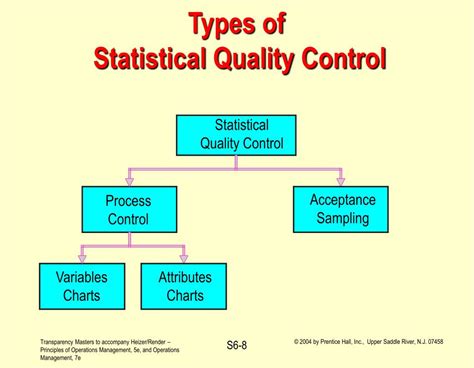
To further understand and apply Cpk in your quality control and process improvement efforts, consider exploring more resources on statistical process control and Six Sigma methodologies. These frameworks provide valuable tools and techniques for analyzing and enhancing process capability. Remember, the goal of calculating Cpk is not just to obtain a number but to use that number as a basis for making informed decisions about process improvements. By regularly assessing and refining your processes, you can achieve higher quality outputs and better meet customer needs. Share your experiences with Cpk calculations and process improvements in the comments below, and feel free to ask any questions you may have about applying these concepts in your own work.